
دراسة جدوي مشروع صناعة الاسقف المعلقة
 |
| مشروع الاسقف المعلقة |
مقدمة
يسير الاتجاه لحل مشاكل العمارة الداخلية بلوازمها الحديثة من إضاءة وتكييف ووصلات كهربائية ووسائل أمان ضد الحريق ... الخ إلي ابتكار وحدات نمطية معلقة تصلح وتتواءم مع هذه المتغيرات .
ولأن كفاءة هذه الوحدات ومدى استخدامها يتوقف علي نوعية المواد المختارة وشكلها الهندسي وأبعادها ، بالإضافة إلي دقة الحلول التصميمية التي يمكن أن يتجه إليها المشروع ولقد استخدمت في ذلك العديد من المواد الخام إلا أنها كانت دائما تتعارض مع مقتضيات الصحة العامة نتيجة للفطريات التي تتكون عليها ، مثل اللدائن والأسبستس ... الخ
ولذلك اتجه المشروع إلي استخدام الخامات المعدنية مثل الألومنيوم كمواد لها القدرة علي مقاومة أغلب العوامل التي تؤثر عليها كما تتميز بمكانية استخدامها علي هيئة شرائح رقيقة السمك ذات أوزان خفيفة نسبيا ومن ثم يمكن إضافة مجموعة ألوان متعددة لها القدرة علي تلبية متغيرات الاستخدام وتأثيرات الظروف المحيطة وفي نفس الوقت يمكن تركيبها بسهولة مع الأجزاء الأخرى المكملة .
والمشروع المقترح يمكن ان يستخدم عدة طرق للتشكيل منها استخدام وسائل الحني التقليدية بالإضافة إلي التشكيل بالاسطمبات الذي يعتبر من الطرق المثلي للإنتاج النمطي والكمي .
ثانيا : مدى الحاجة إلي إقامة المشروع
الهدف
يهدف هذا المشروع إلي إنتاج الوحدات المعدنية المعلقة والحائطية باتجاهاتها المختلفة مثل البلاطات النمطية الموحدة الأبعاد والقطاعات الطولية بما يتواءم مع متغيرات العمارة الداخلية والخارجية للأبنية التي تضم مكاتب العمل وأبنية المدارس والمستشفيات والفنادق والوحدات السكنية بالإضافة إلي إنها تعد مجالا هاما في التطبيق لتقسيم المساحات والمواءمة مع متغيرات عمليات التكييف والتهوية والتوصيلات الكهربائية وعمليات الأمان .
أهمية المشروع
مما لاشك فيه أن ميدان استخدام الوحدات المعدنية المعلقة والحائطية يتسع يوما بعد يوم نتيجة للاستخدام الآمن ، مما دعا إلي أهمية هذا النوع من النشاط حيث يتمتع النظام المقترح للإنتاج بمواءمته لجميع الحالات المعمارية ومكوناتها الخدمية وهو نظام معروف بسيط آمن قوي كفء في مقاومته أغلب الظروف التي يتعرض لها علاوة علي أنه نظام اقتصادي .
كما تستوعب الوحدات المعدنية المنتجة إمكانية إضافة مواد للعزل الحراري مثل الصوف الزجاجي أو العزل الصوتي بإضافة طبقة من البولي يوريثان الرغوي هذا ويمكن الاستفادة من الخصائص المظهرية للمواد المستخدمة ودهانها بألوان متعددة أو التشطيب السطحي الملائم للأسطح المعدنية بالإضافة إلي بساطة تركيب وتداخل الوحدات المنتجة وتكرارها ومسايرة تعدد الاستخدام من خلال عمليات التبادل والتداخل الجزئي أو الكلي الذي يؤدي إلي ارتباط قوي بين مكونات الشكل ويمكن الحصول علي تشكيل سطحي متعدد من خلال المتغيرات المختلفة لعمليات الحنى عند تقييم المدخلات للخامات ومدي انتفاع المشروع منها فنجد أن هناك توازن بين هذه الخامات المستخدمة ومخرجاتها إلي الدرجة المثلي وهذا ناتج من طبيعة شكل الإنتاج المقترح مما يساعد علي انعدام كمية الفاقد أو تقليها إلي الحد الأدنى مما يساهم في المحافظة علي البيئة المحيطة .
ثالثا : الخامات
تعتبر الخامات المستخدمة في صناعة الوحدات المعدنية المعلقة والحائطية متوفرة بالسوق المحلي وذات جودة عالية تطابق المواصفات القياسية.
وتتلخص نوعية الخامات المستخدمة في الإنتاج إلي النوعيات التالية :
الخامات الرئيسية :
- الومنيوم تخانة 0.3-0.5مم
- صاج تخانة 0.6مم
بويات الدهانات
- بوية فرن (ألوان مختلفة )
محاليل كيميائية ( للتشطيب السطحي للمنتجات)
- صناديق كرتون .
رابعا : المنتجات
يوجد العديد من المنتجات التي تدخل في نطاق المشروع كما يمكن أن يقوم المشروع بتصنيع العديد من المنتجات أيضا تطوير هذه المنتجات من خلال التوسع في الاتجاه حيث تحتاج إلي خطوط إنتاج جديدة.
وقد وجد إمكانية تنفيذ ذلك من خلال المراحل التالية :
مرحلة أولي :
- وحدات بلاطات نمطية ومكملاتها للتركيب .
- وحدات قطاعات طولية ومكملاتها للتركيب .
مرحلة ثانية :
- وحدات التكسية السطحية من الصاج المدهون .
- الأجزاء الانبوبية للتكييف .
- الحاويات المعدنية .
خامسا : العناصر الفنية للمشروع
(1) مراحل التصنيع
تتضمن عمليات التصنيع بصفة عامة في النماذج المقترحة للإنتاج الآتي :
(1) مرحلة الثقب
يتم ثقب الأفراد باستخدام اسطمبات قطع وهي عبارة عن تثقيب متكرر بقطر 1مم والمسافة بين كل ثقب وثقب 2مم مقاسة من المركز والثقوب تمثل 22% من مساحة السطح ويتم الثقب بواسطة إسطمبة ذات نظام ثقب متعدد بشكل متجانس مع حركة المعدن علي قاعدة الاسطمبة .
(2) مرحلة القطع للافرادات
قطع الألواح والشرائح الطولية بالأطوال المناسبة طبقا للتصميم المقترح علي أن تستخدم شرائح طولية من الالومنيوم علي هيئة لفائف بسمك مناسب ويتم القطع في الاتجاه العرضي ويستخدم في ذلك مقص إكسنترك .
(3) تحضير التشكيل
تتم عملية التشكيل في عدة اتجاهات :
- التشكيل بالاسطمبات البسيطة : وهي تتبع لعمليات إنتاج البلاطات أو في عمليات تشكيل الأجزاء المكملة المستخدمة للتعليق وذلك باستخدام مكبس اكسنترك أو هيدروليكي حسب إمكانيات الوحدة الإنتاجية .
- التشكيل بالدرافيل : وتستخدم هذه الطريقة في إنتاج القطع الطولية وتتلخص هذه الطريقة في استخدام الدرافيل في تشكيل المقطع العرضي للشريحة ، عند مرورها خلال اسطوانات الدرافيل علي مراحل متوالية الموضوعة تلو الأخرى وفي كل مرحلة يتم تشكيل بين مقطع الشريحة إلي أن نحصل علي الشكل المطلوب في المرحلة النهائية .
(4) مرحلة المعالجة الكيميائية :
وفيها يتم إزالة الشحوم باستخدام محلول مخفف من الصودا الكاوية بنسبة 8:1 .
(5) مرحلة الجلفنة :
تتم مرحلة الجلفنة بالنسبة للأجزاء الحديدية ومنها ما ينفذ للأجزاء التي تستعمل للتركيب وتعتبر الجلفنة من العمليات التي تصلح لوقاية الصلب من الصدأ أو التآكل بفاعلية تعرضه للجو الرطب ويعتمد الانتفاع بطلاء الزنك في مقاومة التآكل ببطء نسبي بالمقارنة بمعدل تآكل الحديد بالإضافة إلي جودة السطح وحسن المظهر الخارجي للمنتج .
وتجري عمليات الطلاء بالزنك (الجلفنة ) علي المستوي التجاري بطريقة (الغمر علي الساخن ) وهي طريقة شائعة الاستعمال أما طريقة الجلفنة الكهربائية للحصول علي طلاء الزنك فهي ببساطة إحدي طرق الطلاء الكهربائي ويتم الترسيب الكهربائي السريع باستخدام تيار بكثافة تصل إلي 1000أمبير لكل قدم 2 وتستخدم أقطاب كهربائية من الزنك ذي نقاوة مرتفعة وللحصول علي طلاء ذو بريق لامع تستخدم محاليل قلوية من السيانيد تحتوى علي مكونات عضوية وغير عضوية .
(6) مرحلة التغطية السطحية (الدهان ) :
وفيها تستخدم بوية الفرن ذات الألوان المناسبة والمطلوبة للمنتج والتي ترش بطريقة الكهربية الساكنة التي تساعد علي تغلغل جزئيات البوية داخل تجاويف المنتج والأماكن التي يصعب وصول الدهان بالطرق العادية إليها وفي هذه الطريقة يمكن الحصول علي سمك متجانس ومتماسك من الدهانات علي سطح المنتج . تنفذ هذه المرحلة في حجرات منفصلة ومزودة بمراوح لشفط محلول البوية ميكانيكيا لتكوين رزاز من المحلول بأحجام صغيرة جدا تشحن بواسطة قوي كهربائية تحمل بدقة إلي سطح المنتج وقطاعاته وذلك باستخدام مسدس رش كهرواستاتيكي تخرج من فتحاته قطرات دائرية يتم شحنها كهربائيا عن طريق فرق الجهد العالي بين فوهة مسدس الرش والمنتج .
ويمكن تنظيم مستوي وارتفاع ومسافة مسدسات الرش بالنسبة للشغلة للحصول علي طبقة تغطية منتظمة ودقيقة ذات سمك في المتوسط (70-80ميكرون) مما يوفر في كمية البوية المستخدمة علاوة علي تلافي العيوب الناشئة عن سمك الطبقة مما يتيح الحصول علي مواصفات ذات جودة عالية للأسطح المغطاة لطبقة الدهان .
(7) مرحلة التجفيف :
يتم تجفيف البوية داخل أفران حريق تحت درجات حرارة 100-280درجة مئوية باستخدام علاقات وسير ناقل .
(8) مرحلة التعبئة والتغليف :
يتم تغليف المنتج المقترح في علب منفصلة تتناسب وحجم المنتج .
الرسم التخطيطي لمراحل تصنيع الوحدات المعدنية للأسقف المعلقة
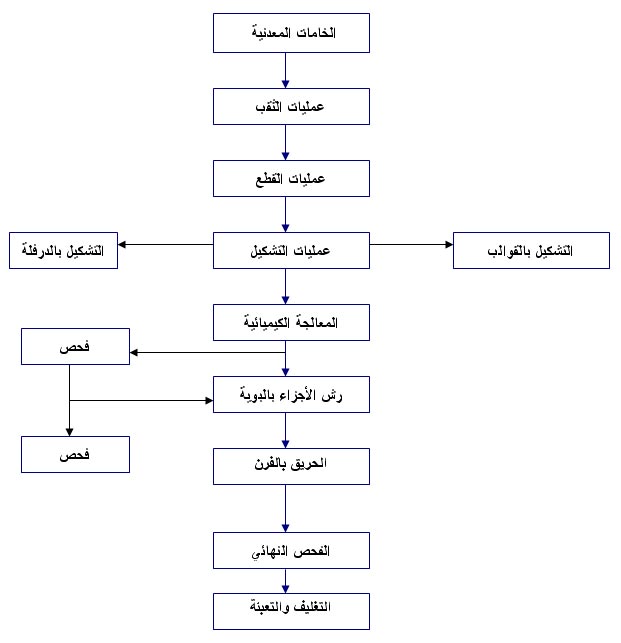 | |
| مراحل تصنيع الوحدات المعدنية للأسقف المعلقة |  |
الرسم التخطيطي لإنتاج نموذج (أ-ب) ومكملات التركيب
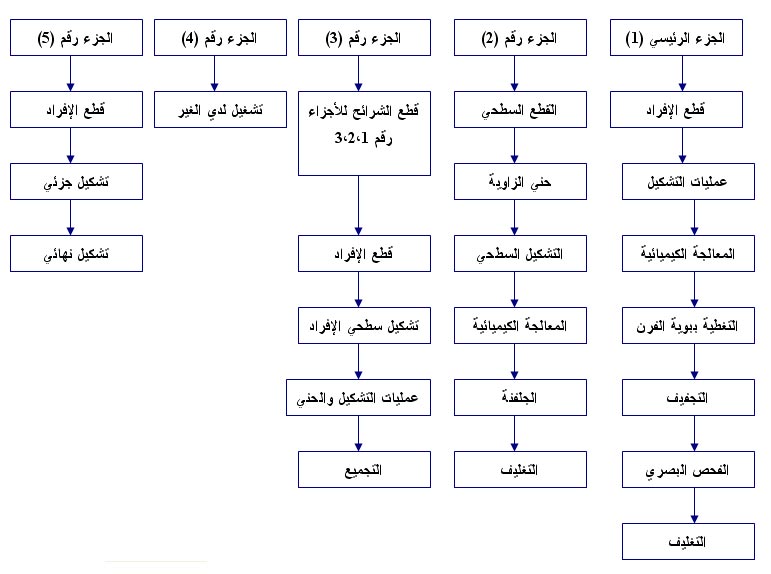 | |
| إنتاج نموذج (أ-ب) ومكملات التركيب | |
(2) المساحة والموقع :
يلزم لهذا المشروع مساحة قدرها 200متر مربع تقريبا علي أن تجهز بقواعد خرسانية لتثبيت المعدات .
(3) المستلزمات الخدمية المطلوبة :
يحتاج المشروع إلي كهرباء 380 فولت بقدرة 26 ك .وات = 35 حصان بتكلفة شهرية 1300جم .
(4) الآلات والمعدات والتجهيزات :
اتجه المشروع إلي استخدام تكنولوجيا متقدمة في عمليات التشكيل والمعالجة الكيميائية والتغطية والتجفيف مما انعكس علي خطوط الإنتاج ونوعية المعدات المستخدمة وطريقة الأداء.
والجداول التالية توضح المواصفات الفنية للمعدات :
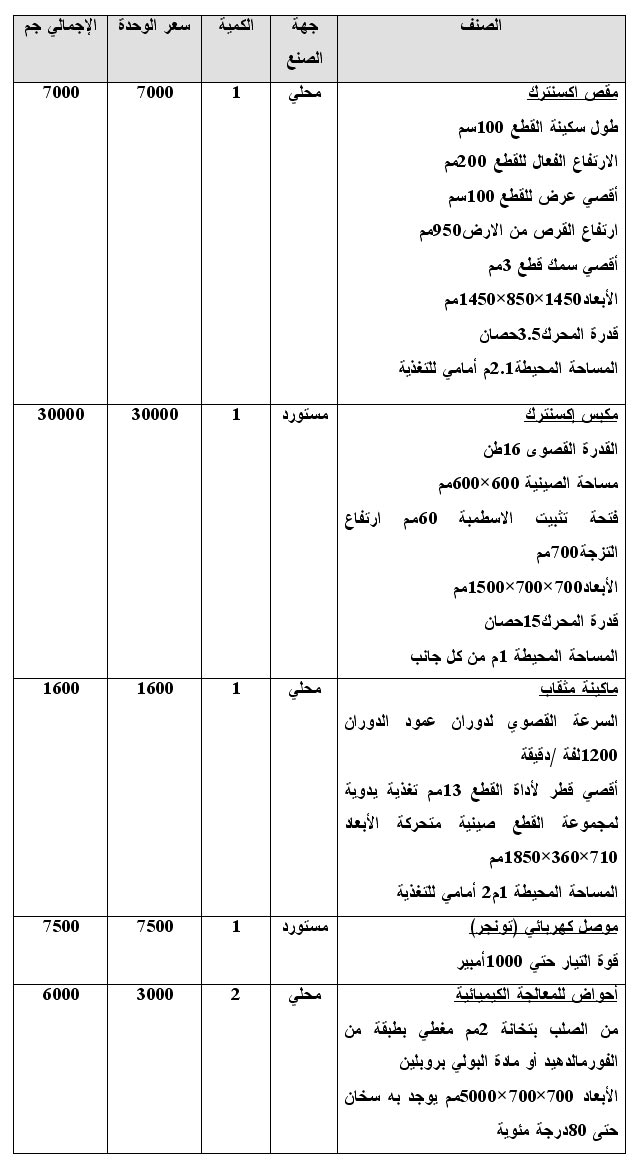 | |
| المواصفات الفنية للمعدات | |
 | |
| المواصفات الفنية للمعدات | |
(5) احتياج المشروع من الخامات :
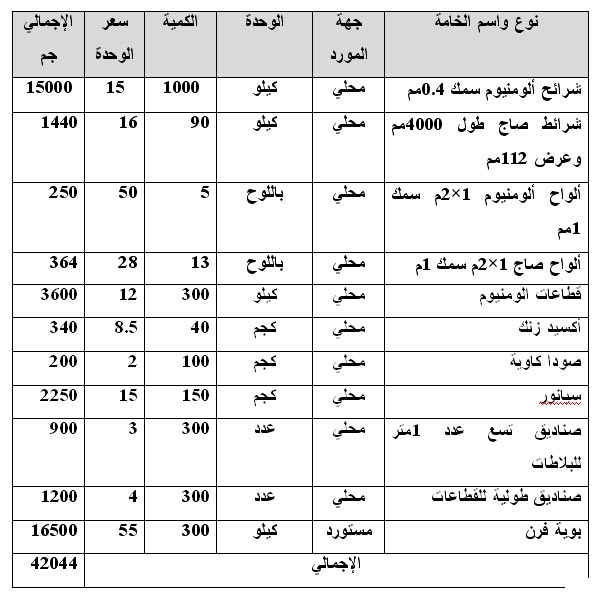 | |
| احتياج المشروع من الخامات | |
إجمالي الخامات الشهرية 42044 جم .
(6) الرسم التخطيطي لموقع المشروع :
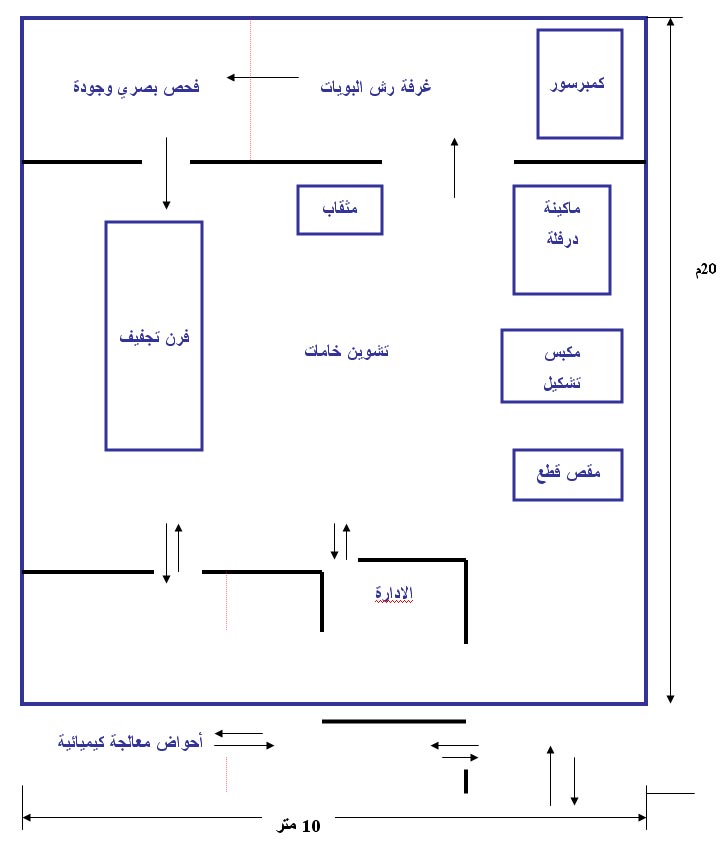 | |
| الرسم التخطيطي لموقع المشروع | |
(7) العمالة :
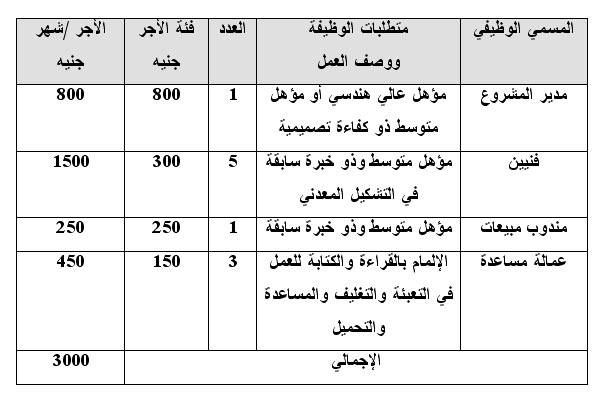 | |
| العمالة | |
- عدد الورديات :1
- زمن الوردية :8 ساعات
(8) منتجات المشروع :
 | |
| منتجات المشروع | |
إجمالي المنتجات الشهرية 66000جم .
(9) التعبئة والتغليف :
يتم التغليف للبلاطات النمطية داخل علب رباعية تسع عدد 1متر مربع ويطبع عليها البيانات الخاصة بالمنتج علي أن تعبأ بين كل وحدة وأخرى فاصل كرتوني لتلافي التشوه أثناء النقل .
أما النظام الآخر للتغليف وهي القطاعات الطولية فيتم التغليف داخل علب كرتونية طولية بطول القطاع علي أن تسع العلبة لعدد متر مربع واحد .
أما مكملات التركيب فيتم التغليف بواسطة شرائح بلاستيك شفاف علي أن تنضم بشكل متداخل بما يحقق تقليل حيز الحجم .
(10) عناصر الجودة :
أولا : أثناء التصنيع :
- مراجعة الخامات قبل التشغيل كأبعاد ومكونات إذا اختلف مصدر التوريد .
- عدم تغيير أبعاد القص إلا بعد الانتهاء من الكمية المتكررة المطلوبة .
- وضع ضوابط للتجاوزات في القياس ولتكن ±0.1مم .
- فحص الأجزاء المقطوعة في أوقات متقاربة للتأكد من التكرار النمطي للأجزاء .
- تنظيف المعدات قبل التشغيل .
- تزويد قوالب القطع والتشكيل بمرشدات ومثبتات تشغيل تتناسب وحركة الشرائح .
- المعاملة الكيميائية للصاج والألومنيوم فتضمن إزالة الدهون باستخدام الصودا الكاوية بدرجة حرارة 70 درجة مئوية ثم الغسيل الجيد وفي حالة الصاج يتم إزالة الصدأ باستخدام حامض هيدروكلوريك مخفف بنسبة 9:6% حرارة 70 درجة مئوية .
- نظام غرفة الرش تتم عن طريق سحابة من البوية ويراعي فيه كمية الهواء وسرعته في اتجاه مسار الرش .
ثانيا : ما بعد البيع وأثناء التركيب لدي المستهلك :
- التنظيف علي وجه العموم بطريقة الشفط بواسطة مكنسة التنظيف وبالنسبة لغسل السقف فيجب استخدام سائل الصابون بواسطة إسفنج ناعم .
- التثبيت في الحوائط للقطاعات الطولية تستخدم قطاعات التركيب علي أبعاد 600 مم من مركزها وينصح في هذه الحالة أن تكون الوحدات رأسية لكي يتجنب تجمع الأتربة علي سطحها .
- التركيبات الضوئية للأسطح يجب تركيب وصلاتها علي أعمدة معلقة أما فتحات الإضاءة الموازية للوحدات فيمكن قطع الوحدات بحيث يستطاع تركيب صندوق الإضاءة مستعينا بقطاعات التركيب ولكن في هذه الحالة يجب أن تركب علاقات إضافية لتحمل صندوق الإضاءة .
- حينما يكون السطح الواجب التركيب به في حدود 6000مم فيجب تثبيت الوحدات بطرق أخرى ولذلك يلزم القيام برسم مخطط يحدد أماكن الوصلات والمسافات بينها ويجب الالتزام بذلك في تركيب السقف .
- المشابك علي حرف ل يجب أن تكون علي خط مستقيم .
(11) التسويق :
نظرا لزيادة الاهتمام بالديكورات الإنشائية لما تتميز به من منظر جمالي وحضاري من رخض في الأسعار عن مثيلاتها اتجه الاهتمام بتصنيع الأسقف المعلقة .
ولزيادة القدرة التنافسية لهذه المنتجات يجب مراعاة مايلي :-
- جودة المنتج (تناسق الألوان – دقة الأبعاد – عدم التآكل بالصدأ – الاحتمال – سهولة التركيب والصيانة ) .
- رخص الأسعار .
- التعبئة الجيدة التي تحافظ علي المنتج من التشوه وتظهر الاسم التجاري للمشروع .
- استحداث ابتكارات وتصميمات جديدة للمنتج .
ويمكن أن يتم التسويق لهذه المنتجات باستخدام أحد الأساليب الآتية :
- الاعتماد علي مندوبى المبيعات .
- الاشتراك في المعارض الخارجية والداخلية المتخصصة .
- توزيع كتالوجات عن المنتج لشركات الديكور والإنشاءات .
- الإعلان في الصحف والمجلات المتخصصة .
وذلك من خلال قنوات التسويق الآتية :
- شركات الديكور والإنشاءات .
- شركات المقاولات .
- مصالح حكومية وشركات قطاع عام وخاص – مستشفيات – جامعات – الخ .
- متاجر القطاع الخاص لمستلزمات العوازل الحرارية .
- المعارض النوعية .
- المشروع ذاته .
(12) الاشتراطات الصحية والبيئية :
الشروط العامة :
- توفير مصادر التهوية الطبيعية اللازمة .
- توفير وسائل إطفاء الحريق اللازمة .
- توفير مصدر دائم للمياه من الشبكة العامة .
- تواجد شبكة عامة للصرف الصحي / الصناعي .
الشروط الخاصة :
- توفير نظام تهوية وسحب آلي لخفض تركيزات الإنبعاثات والحفاظ علي درجة الحرارة .
- التخلص الآمن من المخلفات السائلة بعد معالجتها .
- تجميع المخلفات المعدنية لتخلص الأمن منها (البيع) .
- استخدام القفازات والنظارات الواقية وسدادات الأذن .
ملحوظة :
- المشروع مصنف ضمن مشروعات القائمة الرمادية (ب) .
- يتم تقييم الأثر البيئي للمشروع طبقا لنموذج التصنيف البيئي (ب) ومتطلبات قانون البيئة .

ليست هناك تعليقات:
إرسال تعليق