
دراسة جدوي مشروع تصنيع أدوات مطبخ
 |
| مشروع تصنيع ادوات مطبخ |
مقدمة
تعتبر صناعة أدوات المائدة من الصناعات الهامة ذات الطلب المستمر والمشروع المعروض يعتبر تطويراً للصناعات القائمة علي تشكيل المعادن حيث أن المنتجات الحالية غير نمطية ولا يحكمها مواصفات معينة وباستخدام نفس المعدات يمكن أن يكون الإنتاج نمطيا وذو مواصفات عالية الجودة مما يحقق ربحية ويغطي فجوة في السوق المحلي .
ثانيا : مدى الحاجة إلي إقامة المشروع
يعتبر هذا المشروع من المشروعات التي تحقق عائد اقتصادي مناسب بالإضافة إلي قدرته في التفاعل مع الاستخدامات اليومية في المنزل .
وبدراسة السوق لهذا النوع من النشاط أفادت بالآتي :
- أغلب المنتجات المتوفرة تستخدم خامات الصاج المجلفن مما يعتبر إخلال بالشروط الصحية في الاستخدام نظراً لتفاعله مع الأحماض الموجودة بالمواد الغذائية وتعرضه للصدأ .
- طريقة عرض هذه المنتجات من حيث التصميم وعمليات التغليف لا تعطيها القدرة علي منافسة المنتجات الموجودة بالسوق المحلي .
ولذلك اتجه المشروع إلي تلافي هذه الملاحظات باستخدام خامات غير قابلة للصدأ وتتماشي مع الاشتراطات الصحية العالمية بالإضافة إلي اقتراح تصميمات مبتكرة ومتوائمة مع استجابة المستهلك للاعتبارات الجمالية والاستخدامية .
ثالثا : الخامات
توصيف الخامات الرئيسية المستخدمة :
صلب غير قابل للصدأ "صلب أوستينيتي"
يحتوي علي :
- 7.5-21% كروم
- 7.1-12.3%نيكل
- 0.05-0.1% كربون
وتمتاز هذه الخامات بسهولة تشكيلها علي البارد .
خامات البلاستيك
- متعدد كلوريد الفينيل " وهو من اللدائن المتلينة بالحرارة ".
- الخامة مقاومة للمواد الكيماوية وذات خواص ميكانيكية جيدة .
- الوزن النوعي 1.35 .
- قوة الشد من 4-5 طن / البوصة المربعة .
بلاستيك الميلامين "كربيد الكالسيوم"
- الوزن النوعي 1.57
- درجة الانصهار 354 درجة مئوية
رابعا : المنتجات
تهدف دراسة هذا المشروع إلي إنتاج نوعيات مختلفة من المنتجات تستخدم في السوق المحلي ويمكن التصدير للسوق الخارجي وهي :
- مضرب بيض
- عصارة ليمون
- مقوار للتفاح
- مقص السمك
- قشارة البطاطس
- مسن السكاكين
- مفرمة الثوم
- مفرمة الملوخية اليدوية
- أدوات المائدة (ملاعق –شوك- سكاكين )
- فتاحة زجاجات
- مقورة
- مصفاة الشاي
- ماسك السكر
وقد تم اختيار المنتجات الآتية :
- فتاحة زجاجات
- ماسك السكر
- مصفاة الشاي (منتج ذات تصميم مبتكر وغير متداول بالأسواق المحلية )
- مقورة
كمنتجات تنفيذية في المرحلة الحالية لهذا المشروع .
ولتحقيق الجودة المطلوبة لهذه المنتجات يجب :
- اختيار خامة الصلب الغير قابل للصدأ ( إستانلس) لمقاومة الأحماض والقلويات الناتجة من استخدام المواد الغذائية .
- التصنيع المقترح يحافظ علي مستوي النظافة الموائمة للصحة العامة .
- إخضاع أغلب مراحل الإنتاج للآلية مما يساعد علي تقليل نسبة الأخطاء الشائعة في الإنتاج اليدوي والالتزام بالشروط القياسية للمنتج .
- عدم وجود مواد مضافة تتفاعل مع ارتفاع درجات حرارة السوائل .
خامسا : العناصر الفنية للمشروع
(1) مراحل التصنيع
العملية الإنتاجية في هذا المشروع هي باختصار تشكيل المعادن وخطواتها قص المعدن وتشكيله وتجميعه باستخدام خام الصلب الغير قابل للصدأ ويتم تطعيم المنتج بالبلاستيك لإضفاء المظهر الجمالي وسهولة الاستعمال ثم التغليف والتعبئة .
أ – مراحل إنتاج زجاجات :
(1) مرحلة قطع الإفرادات
- تستعمل ألواح من الصلب الغير قابل للصدأ ذات أبعاد قياسية 1000×2000مم سمك 1مم وتتم عملية القطع باستخدام مقص أكسنترك في الاتجاه العرضي والطولي للحصول علي المساحة المطلوبة 40×65مم بعدد 750 قطعة في اللوح ويمكن تزويد المقص بمرشدات تشغيل تساعد علي دقة الأبعاد المطلوبة .
- يتم قطع الإفرادات الداخلية والخارجية حسب شكل الإفراد المقترح باستخدام إسطمبة قطع مركبة لتحقيق المرحلتين .
(2) مرحلة التشكيل
يتم تخشين السطوح ( التشكيل السطحي) باستخدام اسطمبة تشكيل بسيطة مركبة علي مكبس اكسنترك بهدف منع انزلاق وتماسك الأجزاء البلاستيكية في المنتج .
(3) مرحلة التشكيل باللدائن
يتم بثق جزء من البلاستيك في المنتج بشكل ذاتي علي الجسم كما هو مقترح بالتصميم باستخدام ماكينة حقن بلاستيك (متعدد كلوريد الفينيل) وفي حالة عدم توافر ماكينة حقن البلاستيك يلاحظ إمكانية تشكيل الجزء البلاستيك خارجيا ثم إجراء عمليات اللصق بعد ذلك .
الرسم التخطيطي لمراحل إنتاج فتاحة الزجاجات
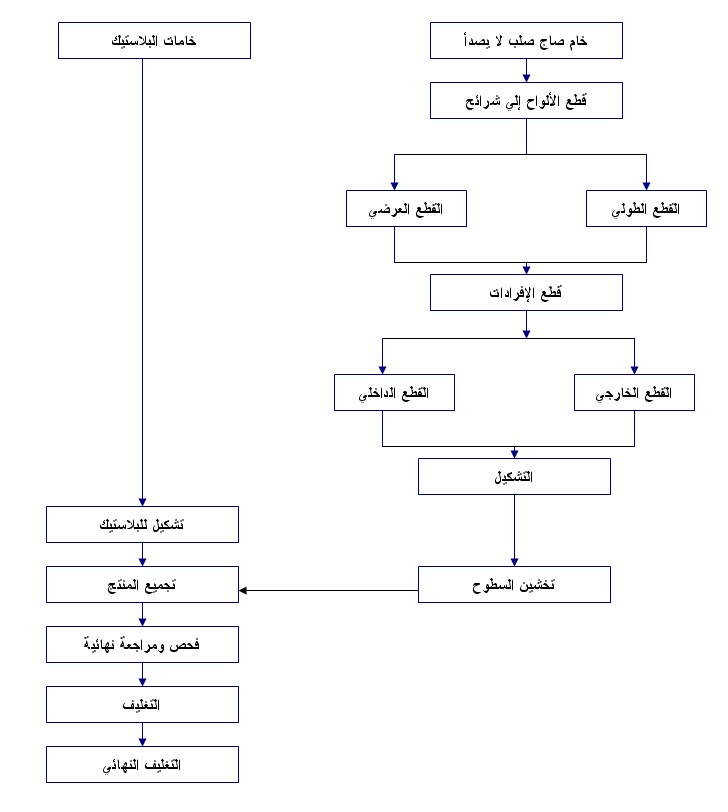 | |
| مراحل إنتاج فتاحة الزجاجات |  |
ب – مراحل إنتاج ماسك السكر :
(1) مرحلة قطع الإفرادات
- تستعمل ألواح من الصلب الغير قابل للصدأ ذات أبعاد قياسية 1000×2000مم سمك 0.8مم وتتم عملية القطع باستخدام مقص أكسنترك في الاتجاه العرضي والطولي للحصول علي المساحة المطلوبة 288×20مم .
- يتم ثقب الإفراد من الطرفين باستخدام اسطمبة قطع بسيطة مركبة علي مكبس اكسنترك حسب الأبعاد الموضحة بالنموذج .
(2) مرحلة التشكيل
- التشكيل السطحي
يتم تقوية السطح وإبراز التفاصيل الفنية به باستخدام اسطمبة تشكيل بسيطة مركبة علي مكبس إكسنترك مع تزويد الاسطمبة بحواف خارجية لعدم انزلاق المنتج أثناء التشكيل .
- التشكيل المجسم
يتم تشكيل جسم الماسك بواسطة حناية يدوية متخصصة مزودة بمرشدات تشغيل بما يساعد علي الدقة في الأبعاد وهذه الحناية يمكن تركيبها علي طاولة التجميع .
الرسم التخطيطي لمراحل إنتاج ماسك السكر
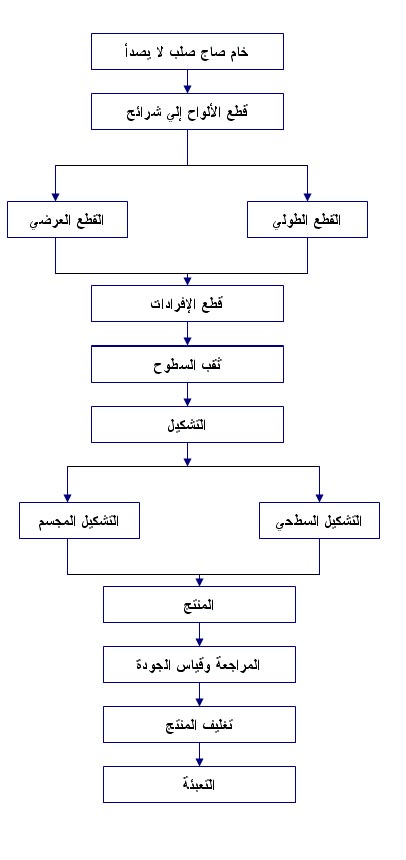 | |
| مراحل إنتاج ماسك السكر | |
ج – مراحل إنتاج مصفاة الشاي :
إنتاج الجزء الأول رقم (1)
(1) مرحلة القطع
- تقطع بكر السلك المنسوج (الشبك) إلي قطع بأبعاد 1000×1000مم2 .
- يقطع السلك المنسوج (الشبك) إلي شرائح طولية بعرض 50مم علما بأن المتر المربع ينتج 20 شريحة وذلك باستخدام مقص إكسنترك .
- يقطع الإفراد من السلك المنسوج إلي دوائر بقطر 48مم باستخدام اسطمبة قطع بسيطة مركبة علي مكبس إكسنترك ومزودة بوسيلة تثبيت للسك أثناء القطع علما بأن مخرجات الشريط الذي أبعاده 1000مم×50مم 20 قطعة .
(2) مرحلة التشكيل
- تشكيل الإفراد المصنوع من السلك المنسوج بواسطة اسطمبة تشكيل بسيطة مركبة علي مكبس إكسنترك علي أن تزود الاسطمبة بوسيلة دفع داخلي لإخراج النموذج وكذلك وسيلة تثبيت للأطراف لمنع انزلاق الأفراد أثناء التشكيل ولإيجاد طرف خارجي بأبعاد 2مم دائريا .
إنتاج الجزء رقم (2)
(1) مرحلة القطع
- يتم قطع الألواح 2000×1000مم سمك 0.3مم إلي قطعتين بأبعاد 1000×1000مم .
- تقص القطع إلي شرائح عرضية بأبعاد 42×1000مم .
- قطع الإفراد (الحلقة الدائرية)داخلي وخارجي داخل اسطمبة مركبة في مرحلة واحد حسب الأبعاد الموضحة بالنموذج .
إنتاج الجزء رقم (3)
(1) مرحلة القطع
- يتم قطع الإفراد من الأجزاء المستهلكة والمواد المتبقية من المراحل الأخرى باستخدام اسطمبة قطع بسيطة مركبة علي مكبس إكسنترك حسب الشكل المقترح بالتصميم علي أن يتم الثقب في نفس مرحلة القطع وذلك لصغر الجزء المنتج .
إنتاج الجزء رقم (4)
- قطع السلك باستخدام مقص السلك اليدوي حسب الأبعاد الموضحة بالنموذج .
- تشكيل الأطراف بواسطة اسطمبة تشكيل بسيطة مركبة علي مكبس اكسنترك .
- ثقب الأطراف بواسطة مثقاب شجرة مزود بمثبتات تشغيل باستخدام بنطة ثقب بقطر 2مم .
- تشكيل السلك بواسطة حناية يدوية متخصصة مزودة بمثبتات ومرشدات تشغيل حسب الشكل المقترح بالتصميم .
التجميع
- يتم تجميع الجزء رقم (1) و (2) باستخدام اسطمبة تشكيل بسيطة ذات ضارب بحواف داخلية يسمح بغلق الحلقة الدائرية علي حواف السلك وضغطه في نطاق المحيط الخارجي .
- يتم تجميع الجزء رقم (1) و (2) بالجزء رقم (3) بواسطة استخدام لحام البنطة علي أن يتم ذلك باستخدام وسيلة تثبيت للأجزاء
- يتم تجميع الجزء رقم (1) و(2) و(3) بالجزء رقم (4) بواسطة استخدام ماكينة برشمة علي أن يكون أبعاد مسمار البرشام يتناسب مع أبعاد الثقوب الموضحة .
عمليات الفحص والجودة
يتم إجراء عمليات الفحص للأبعاد والدقة في التنفيذ من خلال الانتقاء اليدوي والبصري للمكونات علي أن تستبعد أي منتجات تتضمن أي عيوب سطحية ناتجة من عمليات التشكيل المستخدمة .
الرسم التخطيطي لمراحل إنتاج مصفاة الشاي
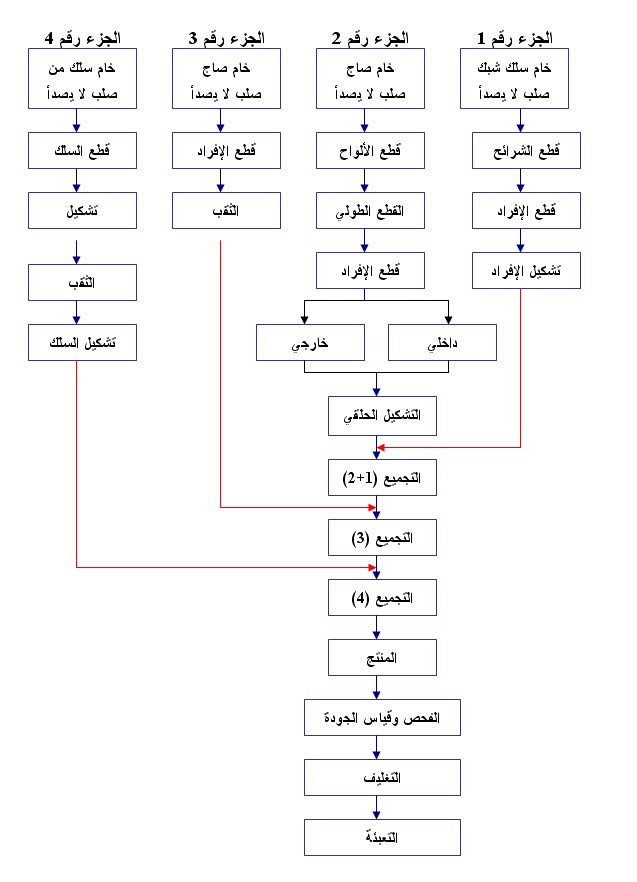 | |
| مراحل إنتاج مصفاة الشاي | |
د – مراحل إنتاج المقورة :
(1) مرحلة القطع
- تستعمل ألواح من الصلب الغير قابل للصدأ ذات أبعاد قياسية 1000×2000مم سمك 0.6مم وتتم عملية القطع باستخدام مقص أكسنترك في الاتجاه العرضي والطولي للحصول علي المساحة المطلوبة 120×16مم حسب الشكل المقترح .
- القطع الداخلي للإفراد بواسطة إسطمبة قطع بسيطة مزودة بمثبتات تشغيل الإفراد مركبة علي مكبس إكسنترك .
- القطع الخارجي للإفراد حسب الشكل المقترح للتصميم بواسطة إسطمبة قطع بسيطة مركبة علي مكبس إكسنترك .
(2) مرحلة التشكيل
- تشكيل جسم الإفراد بواسطة اسطمبة تشكيل بسيطة مركبة علي مكبس إكسنترك علي أن تتضمن وسائل دفع النموذج بعد التشكيل .
(3) مرحلة البرشمة
يتم برشمة مسمار جانبي لتثبيت اليد باستخدام ماكينة برشام علي ألا يزيد طول المسمار بعد البرشمة عن 60مم .
(4) تشكيل اللدائن
يتم حقن اليد بالمقوار بشكل ذاتي علي الجسم المشكل كما هو مقترح بالتصميم باستخدام ماكينة حقن بلاستيك (متعدد كلوريد الفينيل ) .
الرسم التخطيطي لمراحل إنتاج المقورة
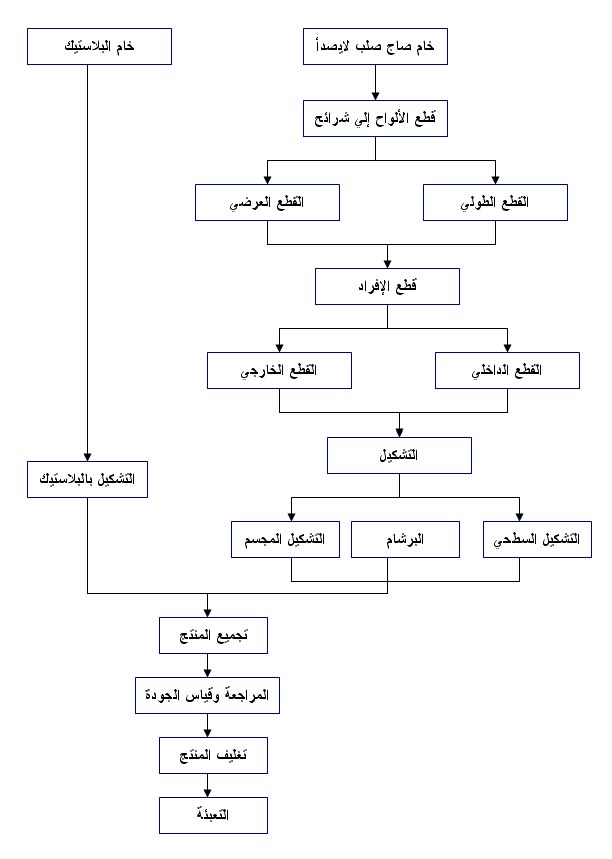 | |
| مراحل إنتاج المقورة | |
(2) المساحة والموقع :
يلزم لهذا المشروع مساحة قدرها 100م2 ذات ارتفاع لايقل عن 4 متر علي أن تجهز بقواعد خرسانية لتثبيت المعدات .
(3) المستلزمات الخدمية المطلوبة :
يحتاج المشروع إلي كهرباء 380فولت بقدرة 15 ك .وات = 20 حصان . بتكلفة شهرية 1200جم .
(4) الآلات والمعدات والتجهيزات :
يتميز الإنتاج بأنه إنتاج متنوع متقطع في دفعات محددة وقد قسمت الوحدة المقترحة حسب تخصص الأداء للمعدات ذات الطبيعة العامة حيث تتبع مسارات انسيابية في اتجاه واحد علي قدر الإمكان وذلك بغرض تقليل الطاقة المتحركة والوقت والجهد كما تنقسم الاختصاصات الفنية للنظام التتابعي ويقوم به العاملين المتخصصين في نوع الأداء لذلك يقسم المصنع حسب نوع الآلات وحركة الإنتاج والجداول التالية تبين المواصفات الفنية للمعدات .
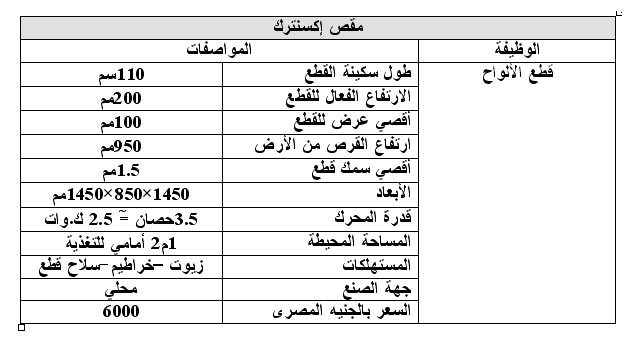 | |
| مقص إكسنترك | |
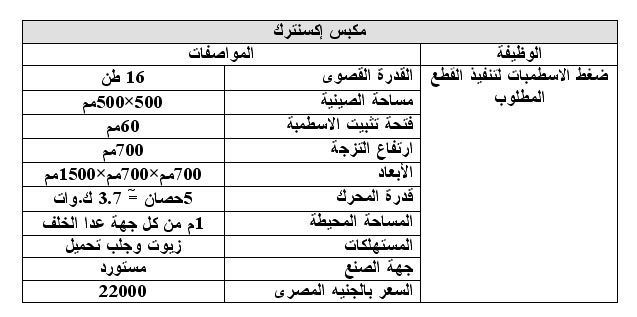 | |
| مكبس إكسنترك | |
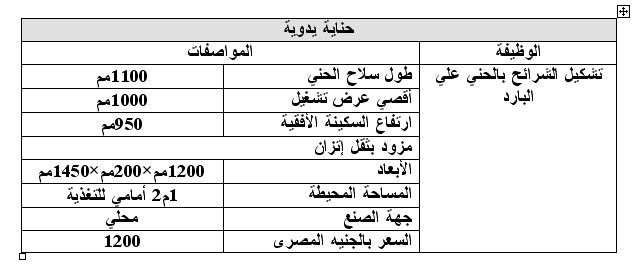 | |
| حناية يدوية | |
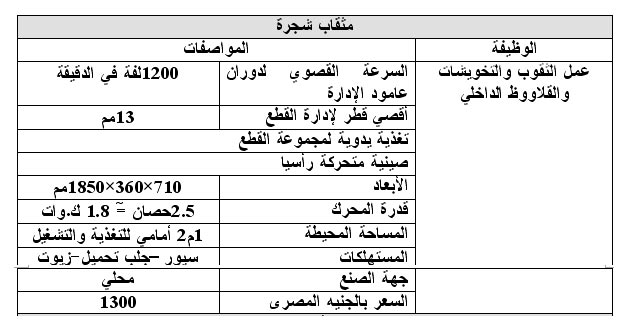 | |
| مثقاب شجرة | |
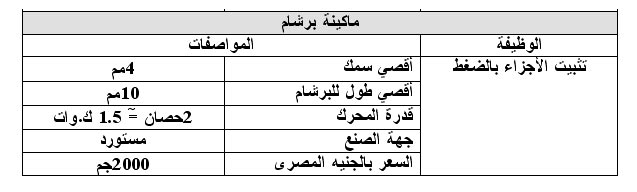 | |
| ماكينة برشام | |
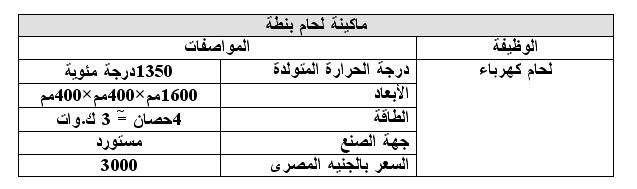 | |
| ماكينة لحام بنطة | |
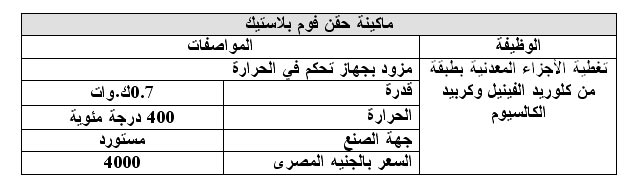 | |
| ماكينة حقن فوم بلاستيك | |
تكلفة المعدات المستخدمة
 | |
| تكلفة المعدات المستخدمة | |
(5) احتياج المشروع من الخامات :
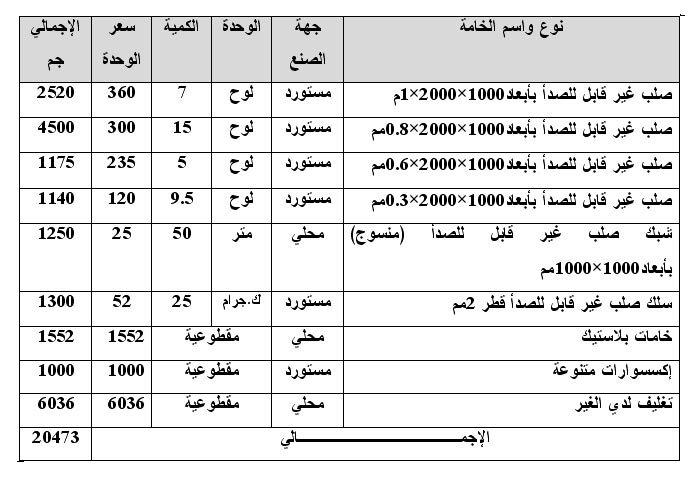 | |
| احتياج المشروع من الخامات | |
(6) الرسم التخطيطي لموقع المشروع :
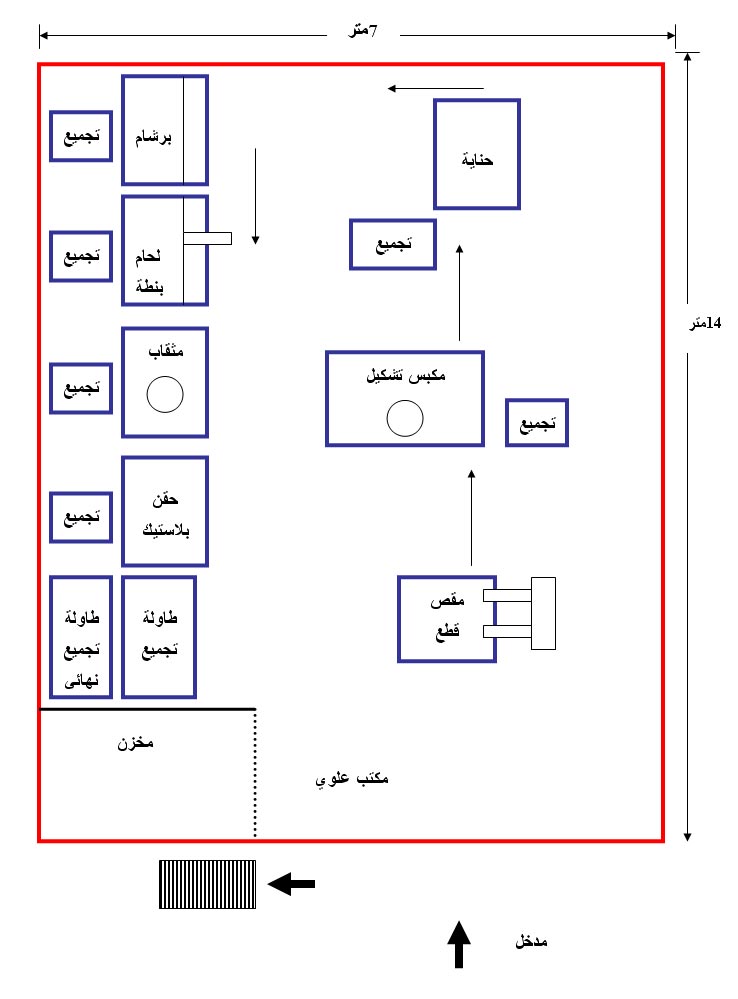 | |
| الرسم التخطيطي لموقع المشروع | |
(7) العمالة :
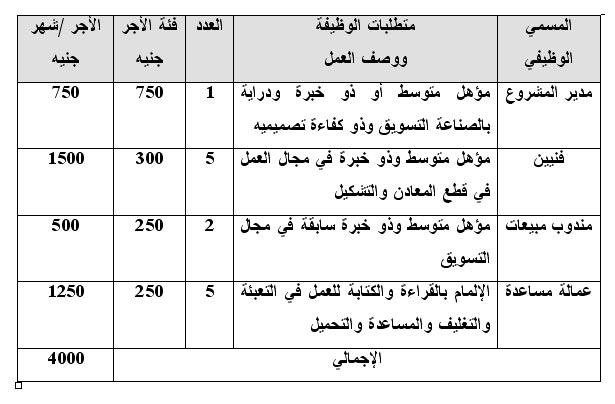 | |
| العمالة | |
- عدد الورديات :1
- زمن الوردية :8 ساعات
(8) منتجات المشروع :
 | |
| منتجات المشروع | |
إجمالي المنتجات لدورة رأس المال (ثلاثة أشهر)=138225جنيه مصري.
(9) التعبئة والتغليف :
تتم عملية تغليف المنتج بغلاف خارجي شفاف مشكل حسب شكل المنتج ثم يغطي من الخارج بورق يطبع عليه البيانات التالية :
شعار الشركة ، الاسم التجاري ، المواد المصنوع منها المنتج ، تاريخ الإنتاج وضوابط الصندوق ، ضوابط عدم الإتلاف علما بأن عمليات الطباعة وتجهيز الغلاف تتم لدى الغير أما بقية العمليات للتعبئة والتغليف فتتم مع حركة المنتج داخل المصنع يدويا .
(10) عناصر الجودة :
أ – الجودة المطبقة أثناء التصميم
- مراجعة الخامات قبل التشغيل كأبعاد ومكونات الخامة إذا اختلف مصدر التوريد .
- عدم تغيير أبعاد القص إلا بعد الانتهاء من الكمية المتكررة المطلوبة .
- وضع ضوابط للتجاوزات في القياس ولتكن ±0.1مم .
- فحص الأجزاء المقطوعة في أوقات متقاربة للتأكد من التكرار النمطي للأجزاء تراجع القياسات كل 100 قطعة كحد أقصي .
- تحضير وسيلة انزلاق للأجزاء المنتجة في مرحلة القطع لتجمع في حاوية تجميع مناسبة لتقليل نسبة الهالك .
- تنظيف معدات القطع قبل التشغيل لتقليل كمية الاحتكاك لتفادى تشويه سطح المنتج .
- في مرحلة التقطيع يجب أن تتناسب قوة القوالب مع سمك الخامة المراد تقطيعها .
- تزويد قوالب القطع بمرشدات ومثبتات تشغيل تتناسب وحركة الشرائح أثناء القطع .
- عدم تعميم طريقة التشكيل إلا بعد إجراء بعض العمليات التجريبية للتأكد من سلامة القوالب المستخدمة .
- الالتزام بعدم استخدام تخانات أكبر أو أقل من مستويات الخلوص المسموح بها بين الضارب وقاعدة الاسطمبة
- قوالب التشكيل التي تصمم علي أساس الفترة الزمنية للتغذية تحتاج إلي متابعة بصرية دائمة من العاملين علي المعدة مما يؤدى إلي تقليل نسبة الفاقد أثناء العطل المفاجئ أو التغذية الغير منتظمة .
ب – تحديد الاختبارات علي المنتج النهائي
يتم إجراء الاختبارات الآتية علي المنتج النهائي
- مراجعة الأبعاد علي محددات القياس لكل نوعية منتج .
- مراجعة السمك باستخدام ميكروميتر أو قدمه ذات ورانية .
- مراجعة أماكن التشكيل بعدسة مكبرة للتأكد من خلوها من الشروخ السطحية الدقيقة .
(11) التسويق :
تعتبر أدوات المنزل حاجة ضرورية لأي منزل منذ قديم العصور ونظرا للتطور وزيادة الاهتمام بمجالات السياحة والفندقة والمطاعم زادت الحاجة أكثر إلي إنتاج أدوات للمطبخ غير ضارة بصحة الإنسان وأيضا ذات مظهر جمالي ومتانة ، لهذا اتجهت الحاجة لإنشاء مصانع أدوات مطبخ ذات مواصفات عالية الجودة .
ولزيادة القدرة التنافسية لهذه المنتجات يجب مراعاة ما يلي :
- جودة المنتج ( اختيار خامات عالية الجودة وغير قابلة للصدأ ومطابقة لمواصفات الصحة – المتانة- دقة الأبعاد- معامل الأمان في التصميم ) .
- رخص الأسعار .
- التعبئة الجيدة للمنتج بحيث تظهر الاسم والعلامة التجارية للمشروع .
- استحداث ابتكارات جديدة .
ويمكن أن يتم التسويق لهذه المنتجات باستخدام أحد الأساليب الآتية :
- الاعتماد علي مندوبين البيع .
- الاشتراك في المعارض الخارجية والداخلية المتخصصة .
- الإعلان في الصحف والمجلات المتخصصة .
- توزيع كتالوجات عن المنتج علي محلات بيع الأدوات المنزلية والسوبر ماركت ومحلات القطاع العام والفنادق والمطاعم .
وذلك من خلال قنوات التسويق الآتية :
- الفنادق والمطاعم .
- المعارض النوعية .
- المشروع ذاته .
(12) الاشتراطات الصحية والبيئية :
الشروط العامة :
- توفير مصادر التهوية الطبيعية اللازمة .
- توفير وسائل إطفاء الحريق اللازمة .
- توفير مصدر دائم للمياه من الشبكة العامة .
- تواجد شبكة عامة للصرف الصحي / الصناعي .
الشروط الخاصة :
- توفير نظام تهوية وسحب آلي لخفض تركيزات الإنبعاثات والحفاظ علي درجة الحرارة.
- تجميع المخلفات المعدنية للتخلص الآمن منها (البيع) .
- استخدام القفازات والنظارات الواقية وسدادت الأذن .
ملحوظة :
- المشروع مصنف ضمن مشروعات القائمة الرمادية (ب) .
- يتم تقييم الأثر البيئي للمشروع طبقا لنموذج التصنيف البيئي (ب) ومتطلبات قانون البيئة .

ليست هناك تعليقات:
إرسال تعليق