مشروع تدوير حطب القطن لإنتاج ألواح من الخشب المضغوط
مشروع تدوير حطب القطن لانتاج ألواح من الخشب المضغوط
مشروع تدوير حطب القطن
مقدمة
تعتبر العمليات الصناعية من الأساليب المتقدمة تكنولوجيا للاستفادة من مخلفات الحاصلات الزراعية أو إعادة تدويرها وهي تلعب دور كبيراً في الارتقاء بالدخل القومي بالإضافة إلي تأثيرها الايجابي في المحافظة علي البيئة من التلوث خصوصاً في الدول النامية لما يتبع فيها من أساليب غير سليمة للتخلص من هذه المخلفات . ونظراً لاتساع الرقعة الزراعية المستغلة في زراعة القطن فقد ظهرت أهمية الاستفادة من كميات الحطب المتولدة عنها بطريقة اقتصادية تزيد من العائد الذي يدره الفدان للمزارعين ويتعرض هذا المشروع إلي استخدام حطب القطن في صناعة ألواح الخشب المضغوط حيث تتميز هذه النوعية من الألواح بالمقارنة بمثيلاتها المصنعة من المواد الخام الأخرى بخفة وزنها نتيجة صغر الوزن النوعي للحطب .
ولذلك نقدم الدراسة الفنية والاقتصادية لإحدى المشروعات التي يمكن أن تعمل في هذا المجال ولها العديد من المميزات التي تتلخص فيما يلي :
يعتبر هذا المشروع من المشروعات ذات العمالة الكثيفة نسبيا حيث يوفر ما يقرب من 16 فرصة عمل يدوية لا تتطلب كفاءة عالية لغالبيتها حيث يمكن اكتساب خبرات التشغيل للأفراد خلال مرحلة التجارب الأولية للمشروع مما يقلل من نفقات التدريب الفني مما يؤدى إلي المشاركة في حل مشكلة البطالة خصوصا للأفراد الغير مؤهلين أو الحاصلين علي شهادات فنية متوسطة أو مؤهلات غير فنية .
يوفر المشروع منتجا يساعد علي توفير جزء من العملة الصعبة التي يتم بها استيراد المنتجات البديلة .
يمتاز المنتج بخفة وزنة بالمقارنة بمثيله المصنع من خامات أولية أخرى مما يعطى مجالا أفضل في عملية التسويق .
لا يتولد عن هدا المشروع أي مخلفات صناعية يمكن أن يكون لها أثرا علي البيئة حيث أن المخلفات الناتجة من عملية القطع أو التهذيب لألواح الخشب المضغوط للوصول إلي الأبعاد المطلوب إنتاجها يمكن إعادة فرمها وتصنيعها .
ثانيا : مدى الحاجة إلي إقامة المشروع
يهدف المشروع إلي محاولة الاستفادة من المخلفات الزراعية الناتجة من زراعة القطن من حطب بحيث يصبح له قيمة اقتصادية عن طريق تجميعه خلال موسم الجني وتخزينه ليصبح متاحا للتشغيل طوال العام لإنتاج ألواح من الخشب المضغوط يمكن تشغيلها لإنتاج المنتجات الخشبية .
ثالثا : الخامات
تعتمد هذه الصناعة علي عدد من المواد الخام المتوفرة في السوق المحلي والمنتجة محليا مما يعطي لها صفة الصناعة المحلية الكاملة والتي لا تعتمد علي أي عنصر مستورد . ويمكن تحديد هذه الخامات في النقاط التالية :
أولا :حطب القطن :
يمكن الحصول عليه من الحقول خلال موسم جني القطن وتخزينه بعد فرمه إلي مسحوق حيث تتوقف جودة الألواح المنتجة علي درجة الطحن .
ثانيا : المادة الرابطة ( الغراء الحراري)
وتتكون من مادة رابطة حرارية من اليوريافورمالدهيد 62% والتي يتم تجهيزها عند الاستعمال بإضافة مادة مالئة (دقيق) ونسبة من مادة الامونياكلورايد والتي تساعد علي تصلد مادة الغراء عند تعرضها لحرارة التشغيل داخل المكبس الحراري .
رابعا : المنتجات
يهدف المشروع إلي إنتاج ألواح خشب طبيعي مضغوط بتخانات نمطية 16مم&18مم &22مم وبمقاسات قياسية1220×2440مم بالإضافة إلي المقاسات الأخرى التي يتطلبها السوق أو بناءًا علي طلب العميل مع ملاحظة أن المشروع يمكن أن ينتج أي مقاسات بحد أقصي 1250مم ×2500مم .ويجدر الملاحظة إلي أن الألواح مقاس1220×2440مم×16مم يتطلب الواحد منها حوالي 20كجم خشب حطب مطحون بالإضافة إلي كمية من المواد الرابطة يتراوح وزنها مابين 7كجم إلي 8كجم .
خامسا : العناصر الفنية للمشروع
(1) مراحل التصنيع
يمكن تقسيم المراحل الفنية للإنتاج إلي النقاط التالية : أولاً : تجميع حطب القطن :
وهي مرحلة موسمية يتم القيام بها خلال موسم جني القطن . ثانيا : مرحلة التخزين
في هذه المرحلة يتم تخزين الحطب في مخازن تتوافر بها احتياطات الأمن الصناعي المناسبة لمواجهة أخطار الحريق والإشعال الذاتي حيث يجب التأكيد علي وجود رشاشات مياه موزعة علي كافة أرجاء المخزن لترطيب المواد المخزنة . ثالثا : مرحلة الطحن
وفيها يتم فرم الحطب بدرجة الطحن المطلوبة حيث تتزايد جودة المنتج النهائي بزيادة درجة الطحن لتجهيزه لعملية الخلط مع مادة الغراء الحراري المستخدمة . رابعا : عملية الكبس
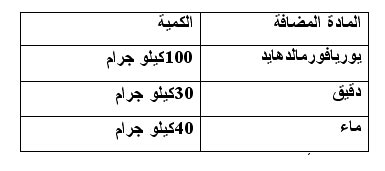
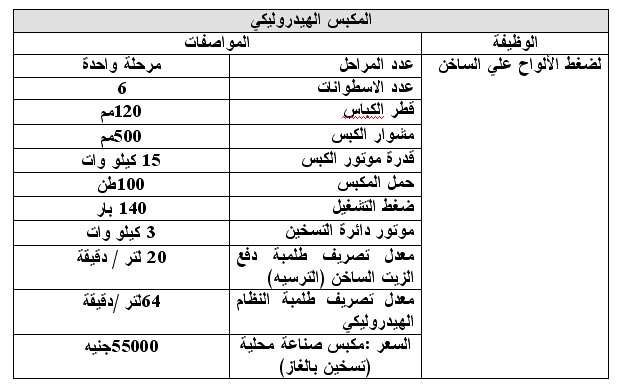
تعتبر عملية الكبس هي العملية الأساسية لإنتاج ألواح الخشب المضغوط وتتم العملية من خلال مجموعة من الخطوات المتتالية التي يمكن تلخيصها فيما يلي :- 1- تجهيز المكبس للتشغيل وذلك بتشغيل دائرة التسخين لرفع درجة حرارة قرص المكبس المحتوية علي إسطمبات الكبس لدرجة حرارة 150درجة مئوية حيث يستغرق ذلك مدة زمنية في حدود ساعتين إلي ثلاث ساعات ويتوقف ذلك علي درجة حرارة الوسط المحيط. 2- يتم خلال مدة الانتظار لوصول المكبس إلي درجة حرارة التشغيل (150درجة مئوية) تجهيز الغراء من عناصره ذلك بخلط المركبات الثلاثة التالية حسب النسب الوزنية المبينة:-
المركبات الثلاثة التى يتم خلطها
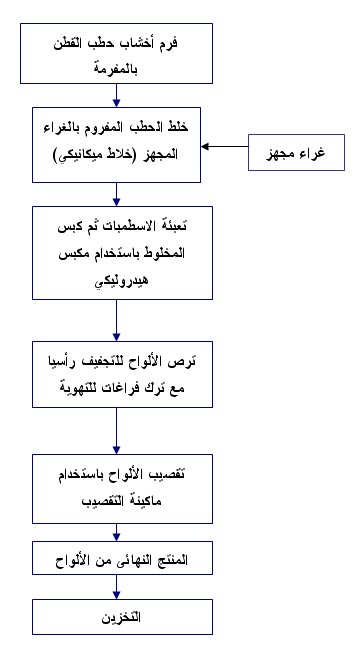
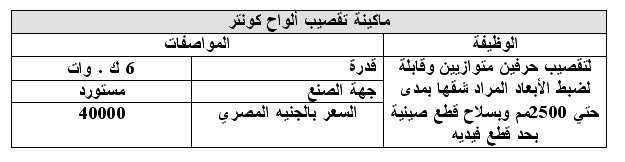
ويضاف إلي الكمية ملح أمونياكلورايد كمادة مصلدة عند درجة حرارة الجو في حدود 1% من وزن اليوريافورمالدهيد حيث يتم التقليب باستخدام خلاط كهربي بسرعة250لفة / دقيقة لضمان التجانس الكامل لمدة 15 دقيقة تقريبا . ويلاحظ أن التحديد الدقيق لكمية المصلد التي يجب إضافتها يتوقف علي نوعية اليوريا المستخدمة حيث يفضل اتباع تعليمات الشركات المنتجة له بعد التحقيق من النتائج بالتجربة العملية . 3- يتم عمل خليط من المادة الخام المطحونة مع الغراء السابق تجهيزه وذلك بإضافة 25% :30% وزنا غراء تدريجيا مع استمرار عملية التقليب في الخلاط الميكانيكي لضمان التوزيع المنتظم للغراء في المادة الخام . 4- يتم تعبئة الاسطمبة الموجودة بالمكبس بالكمية المناسبة من المخلوط ويتم تشغيل النظام الهيدروليكي للكبس حتى الوصول إلي ضغط 150جو . 5_ يترك اللوح في المكبس لمدة 7 دقائق إلي 12 دقيقة حتى إتمام عملية الكبس حيث يتوقف زمن الكبس علي كفاءة نظام التسخين للمكبس ودرجة حرارة الوسط . 6 – يرفع اللوح من المكبس ويتم رص الألواح رأسيا علي قاعدة أفقية تامة الاستواء مع وضع سدايب خشبية متساوية السمك بينها (1250×30×15مم) لضمان انتظام التبريد لسطحي اللوح لتلافي الانبعاج الممكن حدوثه في حالة عدم انتظام معدل فقد الحرارة من سطحي اللوح . 7 – يترك اللوح لمدة 24 ساعة قبل استكمال عملية التشغيل (أي قبل إجراء عملية التشطيب )يتم تهذيب (تقصيب) أحرف الألواح المشغلة علي ماكينة تقصيب الكونتر للوصول بالألواح إلي المقاسات المطلوبة بدقة +1مم وترص الألواح رأسيا . والشكل التالي يوضح رسماً تخطيطياً لمراحل تصنيع الخشب المضغوط من حطب القطن
مراحل تصنيع الخشب المضغوط من حطب القطن
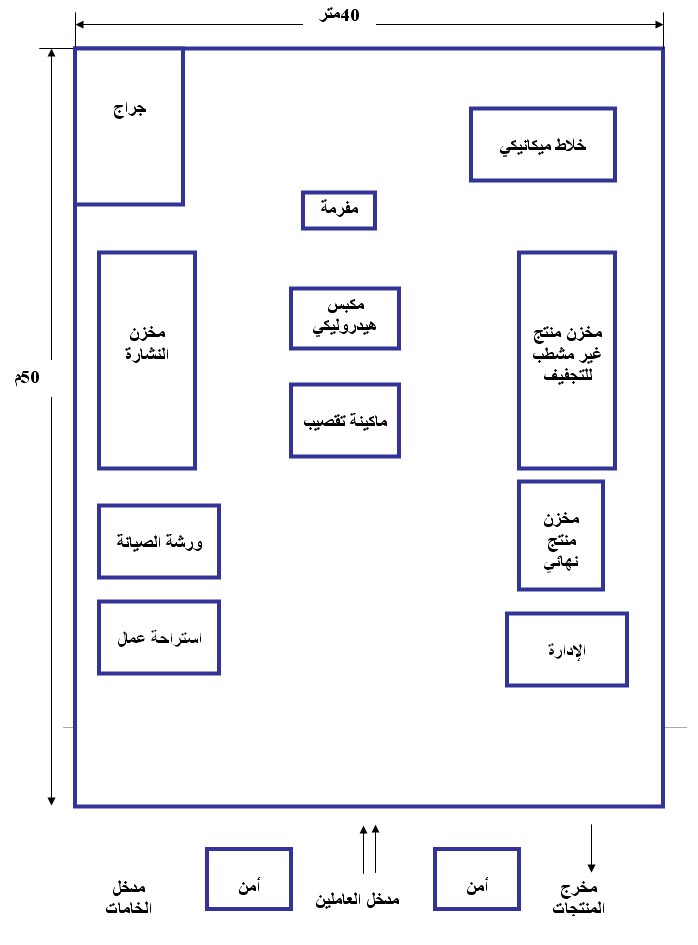
(2) المساحة والموقع :
المساحة اللازمة للمشروع 40×50متر طبقا للتخطيط المرفق .
(3) المستلزمات الخدمية المطلوبة :
مصدر كهربي 380فولت بقدرة اجمالية 60 كيلو .وات .
مصدر مياه قطر 1 بوصة .
وسائل تهوية مناسبة لعنابر التشغيل .
وتتكلف المستلزمات الخدمية لهذا المشروع حوالي 5000 جنية / شهر .
(4) الآلات والمعدات والتجهيزات :
يعتمد إنتاج ألواح الخشب المضغوط علي مجموعة من المعدات يمكن إيجازها فيما يلي :-
المكبس الهيدروليكي
ماكينة تقصيب ألواح كونتر
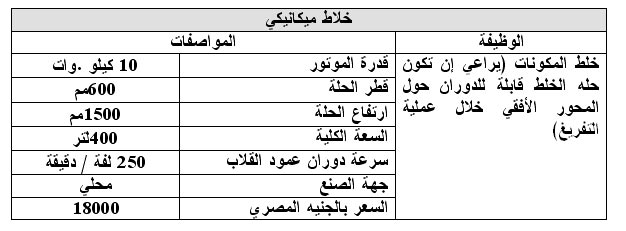
خلاط ميكانيكي
مفرمة المخلفات
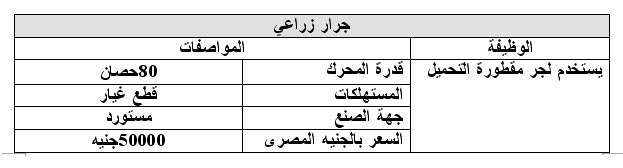
جرار زراعي
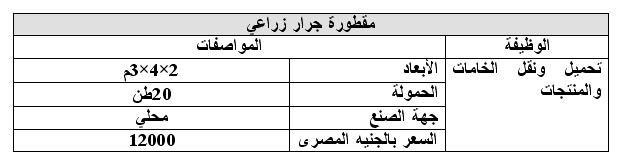
مقطورة جرار زراعي
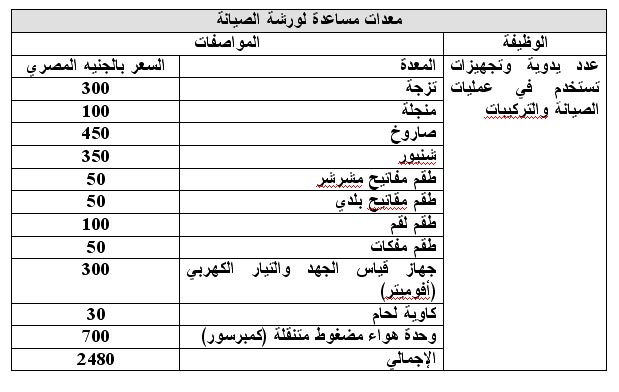
معدات مساعدة لورشة الصيانة
تكلفة المعدات المستخدمة
تكلفة المعدات المستخدمة
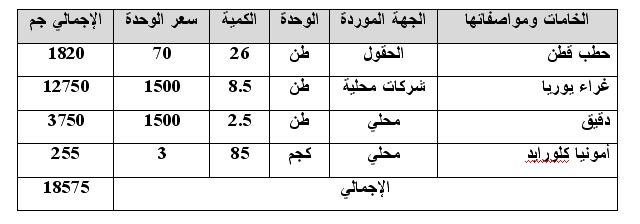
(5) احتياج المشروع من الخامات :
احتياج المشروع من الخامات
(6) الرسم التخطيطي لموقع المشروع :
الرسم التخطيطي لموقع المشروع
(7) العمالة :
العمالة
عدد الورديات :1
عدد ساعات العمل :8 ساعات
(8) منتجات المشروع (شهريا) :
منتجات المشروع (شهريا)
(9) التعبئة والتغليف :
يتم تخزين الألواح علي قواعد خشبية مستوية أبعادها 2.5×1.35×0.25م توضع أفقيا في أماكن جيدة التهوية .
(10) عناصر الجودة :
للحصول علي جودة عالية للمنتج لابد من توافر شروط النظافة لمواقع التخزين بحيث لا تتواجد الحشرات أو الحيوانات القارضة بالإضافة إلي المحافظة علي نسب الرطوبة بداخل هذه الأماكن حتى لايتلف المنتج .








ليست هناك تعليقات:
إرسال تعليق